DESBOER Solutions For Laser Processing
![]()
Why the Laser Industry Demands Precision Motion Control
Across the full power range of industrial lasers, the quality of cutting, welding or engraving relies on the mechanical positioning system as much as the laser source. Velocity ripple, backlash, torsional compliance and thermal drift in the gearbox directly cause visible defects on finished workpieces.
High-Speed Axes in Fiber Laser Cutting Systems
Fiber laser flat-bed cutting machines run with gantry axes accelerating at 2–4 g and cutting speeds over 60 m/min. The gearbox must transmit 3-5 times the motor's rated peak torque with near-zero backlash to avoid notches or overcuts at cut corners. High transmission efficiency minimizes heat and thermal drift, keeping the servo loop stable for long production runs.
Precision Positioning in Laser Engraving and Marking Systems
Laser engravers and direct-part marking systems operate at lower speeds but with even tighter positional tolerances. A galvo-mirror system positions the beam within micrometers, but the workpiece stage itself must hold its position during engraving to prevent image blur. Here, the gearbox's torsional rigidity — its resistance to angular deflection under varying torque — matters as much as its backlash specification. A gearbox with high stiffness transmits every command from the servo amplifier to the load with minimal elastic deformation, giving the CNC controller an accurate picture of where the tool actually is.
How DESBOER Planetary Gearboxes Meet Laser Industry Requirements
The company's product families are engineered from the ground up for servo applications, which places the laser industry squarely in the target use case.
Key Technical Specifications for Laser Applications
The table below summarises the performance benchmarks that DESBOER planetary gearboxes deliver in configurations commonly used in laser machines:
| Parameter | Typical Laser Requirement | DESBOER Performance |
|---|
| Backlash (arcmin) | ≤ 3 arcmin | ≤ 1 arcmin (P0 grade) |
| Torsional stiffness | High | Up to 400 Nm/arcmin |
| Max input speed (rpm) | 3,000 – 6,000 | Up to 6,000 |
| Efficiency per stage (%) | > 95% | ≥ 97% |
| Gear ratio range | 3:1 – 100:1 | 3:1 – 512:1 (multi-stage) |
| Radial load capacity | High | Full output-flange bearing |
DESBOER Solutions Across Laser Machine Types
DESBOER reducers have achieved full model adaptation in the field of laser cutting by virtue of their technical advantages of high rigidity and low backlash, helping to achieve high-precision and high-efficiency processing.
1.1 Laser Flat Cutting Machine
Installation Position: X-axis travel drive unit
Configuration Features: 3 units are standard per machine, with output directly connected to gears to reduce transmission backlash (the number of reducers can be increased according to customized requirements)
Function: Counteract high-speed inertial impact, achieve cutting precision of ±0.02mm, and greatly improve the qualified rate of finished products
![]()
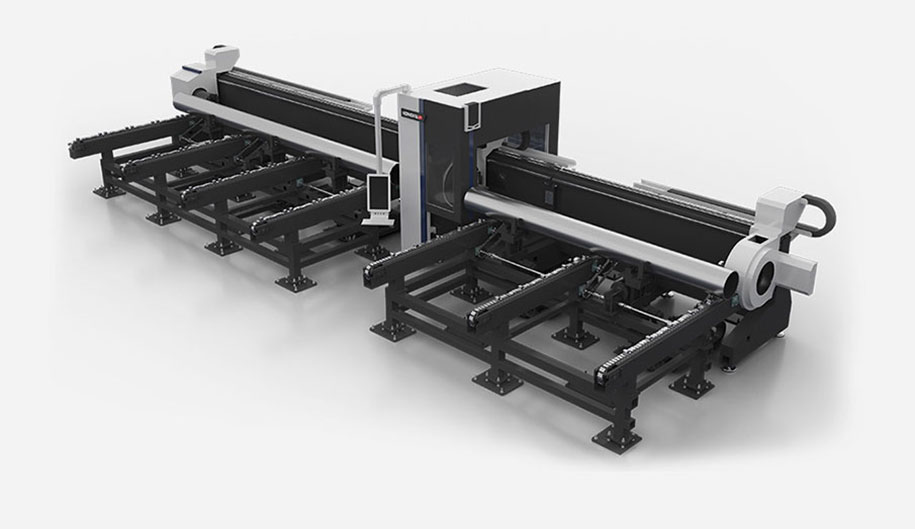
1.2 Laser Pipe Cutting Machine
Installation Position: Front/rear chuck rotation units, X-axis travel drive unit
Configuration Features: 3 units per machine, with high torque at the chuck end for stable clamping and high-speed response at the travel end to ensure synchronization (the number of reducers can be increased as needed for customer multi-chuck customization)
![]()
1.3 3D Five-Axis Laser Cutting Machine
Installation Position: Dual front/rear chuck rotation units, side-mounted X-axis travel drive unit
Configuration Features: 6 to 10 units per machine, with the 200 series delivering an output torque of ≥8000 N·m, and high torsion resistance to offset cantilever deformation
![]()
Selecting the Right DESBOER Gearbox for Your Laser System
The following five steps provide a structured approach applicable to most laser machine axes.
Step 1 — Define the Load Cycle
Calculate the peak torque required at the output shaft during maximum acceleration, the continuous torque during steady-state cutting, and the emergency stop torque. All three must exceed the corresponding application values with an appropriate safety factor — typically 1.5× for rated and 1.2× for peak.
Step 2 — Determine the Required Ratio
Using the motor's rated speed and the maximum axis speed, compute the nominal ratio: i = n_motor / n_output. Round to the nearest available ratio and verify that the motor's peak torque multiplied by the ratio minus gearbox losses meets or exceeds the peak output torque requirement. Remember that each additional stage adds a small efficiency penalty — typically 2–3% per stage.
Step 3 — Select Accuracy Grade
For laser applications, DESBOER recommends P1 grade (backlash ≤ 3 arcmin) as a minimum for cutting machines and P0 grade (backlash ≤ 1 arcmin) for engraving or marking machines where positional accuracy is paramount. If the downstream mechanical system introduces additional backlash — for example, a spur gear pinion mesh — the gearbox grade must compensate accordingly.
Step 4 — Check Bearing Loads
Rack-and-pinion and ballscrew drives transmit significant radial forces to the gearbox output shaft through the pinion or coupling. DESBOER gearboxes are rated for specific maximum radial and axial loads at the output flange. Confirm that the combined application loads are within these limits; exceeding them shortens bearing life and can cause premature failure in the output stage.
Step 5 — Verify Thermal Performance
During prolonged high-speed operation, gearbox losses generate heat. DESBOER specifies an ambient temperature range of -25°C to +90°C and provides thermal resistance values for its housings. In high-duty-cycle applications such as continuous laser cutting, calculate the expected temperature rise and confirm it stays within the rated range. In most cases, the gearbox's natural convection cooling is sufficient; forced-air cooling is rarely required for laser machine applications.

 English
English